فهرست موضوعات
مقدمه
ورق استیل 304، آلیاژی با قیمت مناسب و مقاومت بالا در مقابل خوردگی است. بنابراین به لحاظ کاربرد، از طیف وسیعی برخوردار است. مضافاً اینکه همراه با رشد تکنولوژی این آلیاژ می تواند تأثیرات بسیار و گوناگونی در زمینه سطح کارها (محصولات) داشته باشد.
حالا سؤال این است که این آلیاژ چیست؟
استیل 304، آلیاژی آستنیتی است. به علاوه اینکه غیرمغناطیسی یا اصطلاحاً نگیر هم هست و تولیدکنندگان آن را بر طبق استانداردهای آمریکایی ASTM تولید می کنند. سطح آن نرم و پاکیزه است و از پلاستیسیته، چقرمگی و استحکام مکانیکی بالا برخوردار می باشد. ضمن اینکه مقامت خوردگی زیادی هم دارد. بنابراین آلیاژ فوق در حال حاضر یکی از معروف ترین و محبوب ترین و اقتصادی ترین گریدهای فولادهای ضدزنگ می باشد و در محیط های صنعتی و در تماس با عوامل شیمیایی خورنده و شرایط دریایی، می تواند به خوبی در برابر پدیده خوردگی پایدار و مقاوم بماند.
این آلیاژ تحت شرایط آنیل کامل، هیچگونه اثری در برابر مغناطیس ندارد. علاوه بر این، نمی توان آن را گرم کاری نمود، در غیر این صورت به سرعت سخت خواهد شد. در ترکیب ورق استیل 304، عناصر کروم و نیکل توأماً وجود دارد. به علاوه، با اینکه هنوز مقداری جزئی کربن در آن وجود دارد اما از مقاومت خوردگی زیادی برخوردار است. بدین لحاظ این گرید آلیاژی است که به راحتی زنگ نمی زند. ضمن اینکه عمری بسیار طولانی دارد.
دیگر اینکه این ماده به عنوان گرید غذایی نیز شناخته می شود و بالاخره اینکه ورق های استیل دو گونه اند شامل: ورق استنلس استیل، و ورق مقاوم به اسید، و در اشکال ورق، کویل و صفحات نازک و با قطر کم تولید می شوند.
ورق استیل 304 را چگونه می سازند؟
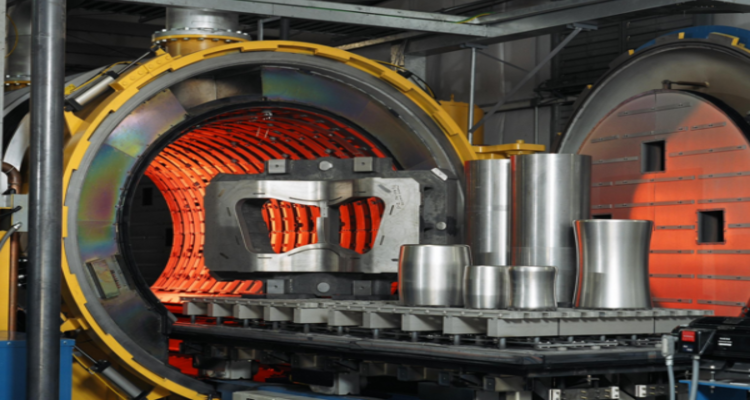
ابتدا آن را تا 1250 درجه سانتیگراد حرارت می دهند. سپس ورق ها را در کوره به مدت 2.5 تا 3 ساعت نگه می دارند. در این موقع می توانند آن را نورد گرم کنند. بعداً آن را تا ضخامت حداکثر 3 میلیمتر نورد می کنند.
اسیدشویی با محلول قوی
پس از آن، مرحله اسیدشویی آغاز می گردد. معمولاً گفته می شود که دمای مرحله اسیدشویی 1050 تا 1080 درجه سانتیگراد است.
آزمون مشخصات فنی استنلس استیل 304
برطبق استانداردهای ملی، لازم و ضروری است که این آلیاژ مورد بازرسی قرار بگیرد. سپس ورق های را که مشخصات استاندارد را احراز نمایند پرداخت کاری و تکمیل می نمایند.
پرداخت یا تکمیل کاری
قبل از انجام پرداخت کاری لازم است سطح فلز تمیز و پاکسازی شود و بایست اطمینان حاصل شود که سطح آلیاژ عاری از هرگونه حفره یا فرورفتگی باشد. اگر بخواهند استیل 304 را جوشکاری احتراقی نمایند، می بایست آن را دو بار پرداخت کنند.
می بایست اطمینان یابند که پارامترهای استحکام تسلیم، استحام کششی، افزایش طول (یا اصطلاحاً "تطویل") و سختی استنلس استیل حدود و مقادیر مورد نیاز را تأمین می کنند. بنابراین قبل از خروج محصول از کارخانه می بایست مراحل آنیلینگ، عملیات حرارتی محلولی و همچنین عملیات پیرسازی را روی آلیاژ انجام دهند.
مرحله بُرش
براساس سایز استاندارد، ورق های 304 را به عرض 4 تا 8 اینچ و به طول 8 تا 20 اینچ می بُرند. بعضی اوقات آنها را برطبق سفارش برش می زنند. در این فرآیند، کارخانه می تواند آلیاژ را با واتر جهت افشانگ آبی با فشار زیاد، با ارّه نواری، با لیزر یا با پلاسما برش دهد. در میان این روش ها، برش با پلاسما می تواند ورق های ضخیم تری را بُرش بزند.
به منظور پیشگیری از آسیب و خراش در زمان جابه جایی و حمل و نقل، کارخانه یک روکش نازک از PVC روی یک طرف هر ورق می کشد. به این ترتیب سطح ورق به طور موقت محافظت می شود. بدین جهت معمولاً توصیه می گردد ابتدا ورق نصب و سپس روکش PVC از روی آن کنده یا برداشته شود.
شیوه ساخت استیل 304 روکش شده
هنگام ساخت استنلس استیل 304 مراحل ذیل انجام می پذیرد:
-دو ورق استیل را با یک ورق کربنی به طور مشترک (در وسط) جُفت و ادغام می کنند.
-سپس آنها را برطبق نیاز به عنوان محصول نهایی گروه بندی می کنند.
-بدین ترتیب یک سطح یا ورق مرکب شکل می گیرد.
-مصرف کنندگان می توانند با فیلر استیل روی سطوح مرکب جوشکاری نمایند. به علاوه ضخامت فیلر های معمولی جهت جوشکاری 6 تا 8 میلیمتر و عرض آنها 60 میلیمتر است.
-پس از جوشکاری، به منظور تمیز کردن و زدودن اکسیدها یا ناخالصی های دیگر موجود بر روی قسمت ها و سطوح اتصال، از یک دستگاه ماسه پاش یا دستگاه سنگزنی تسمه ای بهره می جویند.
-سپس جوشکاری احتراقی را اجراء می نمایند.
-و ترتیب جوشکاری عبارتست از: اول جوشکاری طرف A از آن سطح مرکب، سپس طرف B آن سطح.
-مضافاً اینکه نرخ پیوند منطقه ای میان بازتولید و زیر لایه نمی تواند کمتر از 99% باشد. چنانچه خرابی ای در منطقه اطراف (جوش به وجود آید) می بایست آن را کنده و تعمیر نمایند.
-سپس ورق استیل پوشش دار جهت نورد کردن، بر روی دستگاه نورد گرم قرار می دهند.
-علاوه بر این ضخامت (ورق) نورد شده نمی تواند بیشتر از 3 میلیمتر باشد.
-پس از نورد گرم، محلول اسیدی را روی صفحه استیل می ریزند.
-و نهایتاً اینکه ورق مرکب را پرداخت کاری می کنند.
نکاتی برای زمان تولید استیل 304
کیفیت سطح ورق استیل 304 اساساً به وسیله اجرای عملیات حرارتی بر روی آن تعیین می شود. از این رو در زمان عملیات حرارتی یا همان گرم کاری بایست به نکات ذیل توجه شود:
-روغن ها و چربی ها را بزُدایید.
-در جریان عمل سردکاری ممکن است روغن و چربی به سطح ورق استیل 304 چسبیده باشد.
-در این مرحله لازم است ورق ها را در محلول گریس زدا (چربی زدا) مثل تری کلرواتیلن یا سود سوزآور قرار دهند. آنگاه استنلس استیل کاملاً تمیز و چربی زدوده شده است.
-در این موقع آنها را با آن گرم شستشو می دهند.
-حالا می توانند عملیات گرم کاری را مجدداً اجراء نمایند.
-قطر پوسته یا لایه اکسید می بایست همگن و یکنواخت باشد.
-اگر پسماند، ذرات زائد یا آشغال هایی بر سطح استیل باقیمانده باشد، حرارت دادن، بر روی پوسته یا لایه اکسیدی تأثیر خواهد داشت (جهت زدودن).
-بعضی اوقات پوسته اکسیدی بر روی آلیاژ ضخیم یا اینکه ساختار آن ناهموار و ناهمگون است.
-مع ذلک با استفاده از اسیدشویی هم نمی توانند پرداخت کاری و یکنواختی و یک دست بودن ورق ها را ارتقاء بخشند.
بنابراین پرداخت سطحی بر روی فلز اصلی در مناطق ضخیم و نازک نیز متفاوت است. به علاوه، هنگام اسیدشویی، درجه خوردگی فلز زمینه در انحلال و قسمت های متصل و مربوط به لایه اکسیدی متفاوت است. بنابراین می بایست لزوماً به موضوع پاکسازی و تمیز نمودن سطح قبل از گرم کاری توجه شود.
دمای کوره
اختلاف دما در کوره سبب ایجاد اختلاف دما در قسمت های مختلف آلیاژ می گردد. در این مرحله، تشکیلات لایه اکسیدی نیز دستخوش تغییر می گردد. ضمن اینکه این امر سبب ناهمواری پس از اسیدشویی هم می شود. بنابراین زمان گرمادهی، دمای همه قسمت ای کوره می بایست یکسان باشد.
قبل از استفاده، سطح ورق را خشک کنید. همچنین اگر آجرها، آزبست ها و غیره متعلق به میزها یا پیشخوان ها که مورد استفاده قرار می دهند دارای رطوبت باشند در زمان حرارت دهی رطوبت آنها تبخیر خواهد شد. علاوه بر این، بخشی از استیل که در تماس مستقیم با بخار آب است با قسمت های دیگر گاز واکنش نشان خواهد داد. بنابرانی تشکیل لایه اکسیدی از قسمتی به قسمت دیگر فرق می کند. و بدین لحاظ دست اندرکاران می بایست اشیاء را در تماس مستقیم با قطعا کار، کاملاً خشک نموده و حرارت دهند. مع ذلک اگر آن را اول گرم کنند و سپس در دمای محیطی اتاق قرار دهند در شرایط رطوبت زیاد، این رطوبت موجود بر روی سطح قطعه کار تقطیر می گردد. از این رو بهترین کار این است که سطح ورق استنلس استیل پیش از استفاده کاملاً خشک گردد.
قسمت های کار شده نمی توانند در زمان گرم کاری در تماس با شعله قرار بگیرند. با این همه اگر شعله حاصل از هوا یا نفتی مستقیماً در تماس با سطح قرار بگیرد لایه اکسیدی تشکیل شده در آن ناحیه با لایه اکسیدی تشکل شده در ناحیه دیگر که در تماس با شعله نبوده، متفاوت خواهد بود. بنابراین هنگام حرارت دهی می بایست به گونه ای عمل کنند که مشعل (سرپیک) مستقیماً با محدوده یا قسمت کار تماس نداشته باشد.
پرداخت کاری سطح
از همه اینها گذشته، اگر پرداخت سطح ورق استیل متفاوت باشد، چقرمگی و پوسته های نرم (ریزه پوسته) بر روی سطح آن نیز متفاوت خواهد بود. این امر موجب به وجود آوردن سطحی ناهموار بر روی استیل بعد از عمل اسیدشویی خواهد شد. بنابراین دست اندرکاران می بایست در خلال عملیات گرم کاری و اسیدشویی به نکات فوق الذکر التفات ویژه معطوف نمایند.
-در اینجا بیایید نگاهی به اجرای سطح (پرداخت) استنلس استیل 304 بیندازیم.
ویژگی ها و خواص ورق استیل 304
در مورد استیل 304 خواص زیادی وجود دارد و بیایید با هم نگاهی به آنها بیندازیم.
مقاومت خوردگی
مقاومت خوردگی ورق استیل اساساً وابسته به ترکیب آلیاژی و ساختار داخلی آن است در این آلیاژ کروم، نیکل، تیتانیوم، سیلیسیم، منگنز و . . . وجود دارد. در میان همه این عناصر، کروم از ثبات شیمیایی بالایی برخوردار است. به علاوه این عنصر می تواند یک فیلم یا لایه نازک غیرفعال و بی اثر بر روی سطح آلیاژ به وجود بیاورد و این فیلم غیرفعال می تواند این آلیاژ را از جهان خارج مجزّا سازد.
از این رو، این لایه غیرفعال، ورق استیل را از اکسید شدن محافظت می کند و همین امر، ارتقاء و افزایش مقاومت خوردگی ورق استنلس استیل را سبب می شود. در نتیجه مقاومت خوب آلیاژ در برابر خوردگی، می تواند در شرایط محیطی شیمیایی و همچنین در معرض هوا، پایدار و باقی بماند.
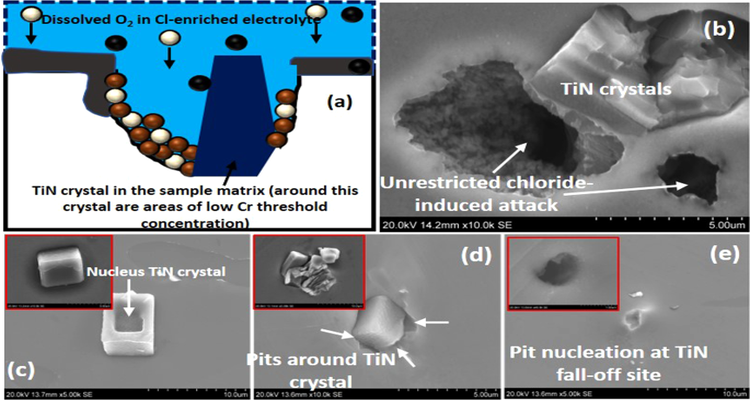
مع ذلک این به معنای زنگ نزدن آلیاژ به طور مطلق نیست. در محیط های با کُلر زیاد و غلیظ، تمایل به خوردگی وجود دارد. از این گذشته، هنگامی که فیلم یا لایه غیرفعال شکسته و زخمی می شود (در آن ناحیه) مقاومت خوردگی کاهش می یابد. در عین حال، استنلس استیل 304 در مقایسه با انواع دیگر فولادهای زنگ نزن، از محتوای کروم بیشتری برخوردار است. لذا مقاومت خوردگی آن نیز بیشتر و بهتر است.
مقاومت در برابر اکسید شدن در دمای بالا
علاوه بر این، حتی در محیط های با دمای بالا نیز آلیاژ 304 مقاومت خوبی در برابر اکسید شدن دارد. هرچند شرایط محیط و شکل محصول نیز بر نرخ و میزان اکسیداسیون استیل تأثیر دارد.
اجراء و ساخت مکانیکی
این آلیاژ غیرمغناطیسی یا اصطلاحاً نگیر است. به علاوه اینکه نیروی کششی و استحکام تسلیم آن نسبتاً بالا است. از این رو سازندگان می توانند آن را به راحتی به شکل دلخواهشان درآورند (یا بسازند). دیگر اینکه این آلیاژ سریعاً سخت می شود. بدین لحاظ تولیدکنندگان وسایل، پس از قالب گیری، فقط بایست آن را در هوا خنک کنند. این عمل، بازدهی و راندمان را بالا می برد. ورق 304 از محتوای کربن پایینی برخوردار است. لذا در هنگام جوشکاری تشکیل رسوب کاربید می تواند در پایین ترین سطح ممکن باشد.
در این حالت، احتمال وجود خوردگی بین دانه ای در زمان جوشکاری خیلی ضعیف است. به همین دلیل، در رایج ترین شیوه ها و عملیات جوشکاری سازندگان و دست اندرکاران علاقه مند به استفاده از ورق استیل 304 هستند. دیگر اینکه به جز کاربرد خاصی که نیاز به رهاسازی تنش یا تنش زدایی دارد، معمولاً سازندگان نیازی به آنیل نمودن استیل 304، پس از جوشکاری ندارند. به علاوه این آلیاژ از نظر اجرای عمل باربری (یا باربرداری) و طول عمر و دوام نیز عالی است و نیز از لحاظ هدایت گرمایی و هدایت الکتریکی هم دارای مقاومت کافی می باشد.
تأثیر زیبایی شناختی
ورق استیل 304 از لحاظ نما و ظاهر، ظریف و لطیف و زیباست. مضافاً اینکه ظرافت ها و خصوصیات ریز آن نیز می تواند در سطح بالایی از زیبایی و زیبایی شناختی قرار بگیرد.
نوع عملیات سطحی
به منظور تأمین و برآوردن نیازهای معماران از منظر زیبایی شناختی، تولیدکنندگان می توانند سطوح مختلف زیادی برای این آلیاژ تولید نمایند. مثلاً سطوح درخشان و برّاق، سطوح مات، سطوح برجسته (با نقش برجسته)، سطوح رنگی، سطوح الکتروشیت، یا سطوح برس زده شده (یا بُر خورده یا فرچه کاری).
سطح شماره 4
سازندگان به منظور دستیابی به سطوح شماره 4 از ذرات ساینده یا سنباده های شماره 150 استفاده می کنند. ضمن اینکه معمولاً یک فیلم یا روکش نازک PVC هم روی آلیاژ می کشند. بدین ترتیب روکش PVC می تواند آن را از تأثیرات سطحی (مثل آسیب و خراش)، در طول زمان جابه جایی و نصب محافظت نماید. علاوه بر این، تأثیر مات بودن آن محیط راه پیشرفته تر مدرن تر می سازد.
سطح شماره 8
ورق استیل 304 با پرداخت شماره 8 قدرت انعکاس خیلی زیادی دارد. چنانکه ظاهر آن چون آیینه به نظر می آید. در این مرحله، آلیاژ 304 از نظر کاربرد و اجراء عالی است. بدین لحاظ میزان مقبولیت آن نیز بسیار زیاد و گسترده است.
سطح 2B
سطح پرداخت شده 2B خاکستری روشن است و رایج ترین محصول تولیدی استیل سری 300 می باشد. به علت توازن و تعادلی که میان مقاومت خوردگی و قابلیت کار بر روی آن تقریباً آن را در هر صنعتی می توان مشاهده کرد. ضمن اینکه برای حفاظت آسیب ها و اثرات سطحی، نیازی به روکش فیلم نازک PVC نمی باشد. از این رو قیمت آن قدری ارزان تر است.
ورق کامپوزیت استنلس استیل 304
ورق کامپوزیت استیل 304 به وسیله پیوند و اتصال ورق استیل 304 و ورق های دیگر ساخته می شود. از طرفی، صفحه کامپوزیت استیل متریالِ نوع جدیدی است که سازگار با محیط زیست و صرفه جویی در انرژی می باشد.
در حال حاضر کشور چین از روش احتراق مستقیم جهت تولید ورق های استیل متوسط و ضخیم استفاده می کند. بدین لحاظ به منظور روکش کاری صفحات کامپوزیت، ضروری است این صفحات ضخیم تر باشند. گفتنی است اینگونه ورق های کامپوزیت عمدتاً برای حوزه های پتروشیمی، حفاظت آب، تولید نمک (احتمالاً منظورش نمک زدایی بوده) و غیره مناسب اند.

محدوده به کارگیری استیل 304
ورق استیل 304 دارای سطح مقاومت خوردگی بالایی است. از این رو دست اندرکاران می توانند آن را در محیط های شیمیایی و خشن به کار ببرند. در حالی که میزان مقاومت خوردگی در استیل های دیگر ممکن است برای این منظور کافی نباشد. به علاوه از استحکام کششی و داکتیلیتی خوبی نیز برخوردار است. به همین علت است که سازندگان و تولیدکنندگان وسایل از آلیاژ برای ساخت هر چیزی در هر اندازه و شکلی که دلخواه شان است استفاده می کنند. ناگفته نماند که این فلز دارای خواص آنتی باکتریال نیز هست. به همین خاطر دست اندرکاران اغلب از آن در صنایع دارویی و پزشکی و غذایی استفاده می کنند.
استیل 304 به طور اخص در صنایع مذکور در ذیل به صورت گسترده مورد مصرف قرار می گیرد:
• بخش انرژی و صنایع سنگین – نفت و گاز
• فولاد الکتریکی (یا استیل سیلیکون)
• پانل های خورشیدی
• مبدل های حرارتی
• بویلرها
• مخازن انبارش موادشیمیایی
• خودروسازی و حمل و نقل
• ساختمان سازی
• معماری و طراحی دریایی
• تجهیزات پزشکی
• ساخت ماشین آلات غذایی، و صنایع تهیه غذا و کترنیگ.
نتیجه گیری
استیل 304 آلیاژی است آستنینی و غیرمغناطیسی (نگیر). به همین دلیل حتی پس از جوشکاری نیازی به عملیات بازگشت ندارد. در ورق استیل 304 عناصر کروم و نیکل وجود دارد ضمن اینکه هنوز دارای مقداری جزیی کربن نیز می باشد. بدین لحاظ این آلیاژ از مقاومت خوردگی بالایی برخوردار است. به علاوه بسیار بادوام و طویل العمر می باشد. هنگام ساخت ورق های 304 معمولاً این مراحل اجراء می گردد:
حرارت دهی یا گرم کاری، نورد، اسیدشویی، بازرسی (کنترل کیفیت)، پرداخت یا تکمیل کاری، بُرش
در رابطه خواص آن می توان اذعان کرد که مقاومت خوردگی و مقاومت در برابر اکسیداسیون ناشی از دمای بالا در این آلیاژ بسیار مطلوب است. به علاوه می توان بر روی آن جوشکاری و عملیات (ساخت) انجام داد. در عین حال این آلیاژ می تواند ظاهر زیبا و پاکیزه خود را حفظ نماید. سازندگان ورق های 304 می توانند عملیات سطحی (پرداخت ها) زیادی بر روی آن اجرا نمایند. مثلاً پرداخت شماره 4، پرداخت آینه ای شماره 8، پرداخت کاری نوع 2B. افزون بر این می توان با کامپوزیت کردن آن، متریال های ترکیبی (کامپوزیت) سازگار با محیط زیست و به صرفه و اقتصادی از نظر انرژی تولید نمود و به لحاظ قیمت پایین و قابلیت اجرا و ساخت خوب آن، یکی از پرکاربردترین فولادهای ضد زنگ محسوب می گردد.